
深圳壓鑄廠成本損失嚴重的莫過于鋅合金壓鑄件的缺陷問題,它大大提高了損耗成本,然后也增加了生產成本,那么對缺陷不嚴重的鋅合金壓鑄件可采納哪些措施?來將損耗成本降到值呢?
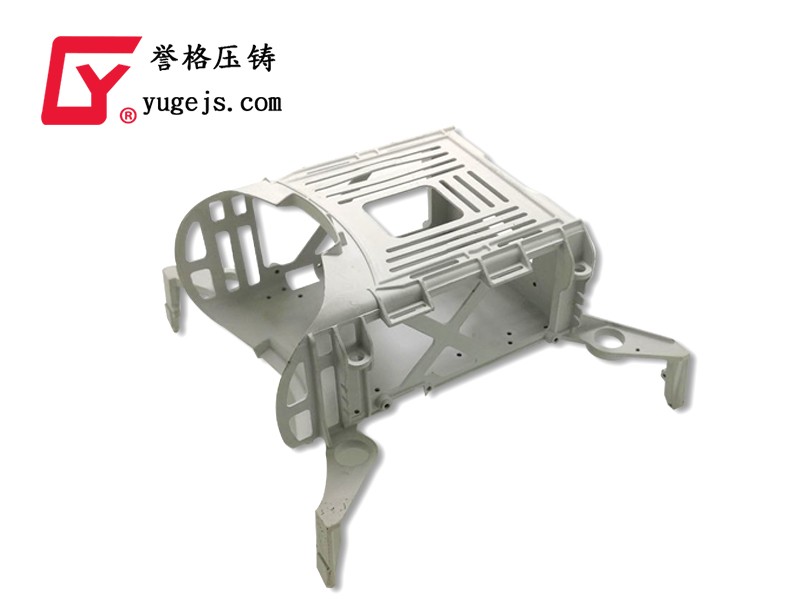
鋅合金壓鑄件是許多設備常用的零件之一,為讓鋅合金壓鑄件更好的作業,在生產鋅合金壓鑄件后要對其進行查看,常用的查看方法有毛坯查驗,查驗時表面不應有裂紋、氣泡、疏松、劃傷等影響電鍍質量的缺陷。假如缺陷不嚴重,要看這些缺陷是否可通過磨光、拋光予以排除,若不能排除則不能電鍍。
磨光是為去除毛坯表面毛刺、分模線、飛邊等缺陷。其方法有布輪磨光、翻滾磨光和振動磨光。磨光時不得干磨。磨光的壓力不宜大,滾筒轉速不宜高,以免磨削量過大。布輪磨光其粒度應0.045mm~0.069mm以黃油膏為輔佐磨料,新粘結的磨料應倒去銳角,磨速應少于1200m/min的速度。
裝有磨料和滾光液的滾桶中進行滾光,磨料與零件一般為2.5:1,滾桶轉速不宜過高,一般以5~6轉為好。拋光是為了降低鋅合金壓鑄件表面粗糙度,以保證鍍層的質量。其方法類似磨光,但所用的拋光資料與磨光不同。布輪拋光一般用整體布輪,先用黃拋光膏后用白拋光膏,而且少用、勤用。拋光輪的直徑不宜太大,轉速不宜太高。滾光和振動拋光一般用玉米棒、果核、果殼、塑料屑等較軟資料,再加潤滑劑和零件一同翻滾或振動。拋光后的鋅合金壓鑄件應盡快轉到下道工序,以防拋光膏干涸,去除困難。拋光輪圓周轉速不應逾越2100m/min,一般纖細零件選用1lOOm/min~1600m/min低速。

熱線電話
微信掃一掃